In the evolving landscape of industrial refrigeration, the V Shape Condenser Condensing Unit has emerged as the gold standard for high-capacity thermal exchange. This engineering breakthrough addresses the critical balance between airflow dynamics, spatial footprint, and heat dissipation efficiency. As a leading factory and exporter, we recognize that modern enterprises demand more than just cooling—they require energy-intelligent systems that comply with rigorous international standards like CE Certification.
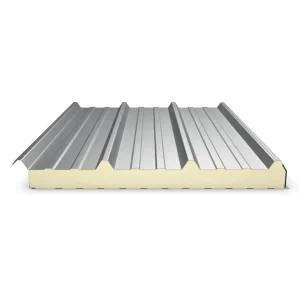
Traditional flat-bed condensers often suffer from uneven airflow distribution and massive spatial requirements. The V-configuration increases the surface area of the heat exchanger within a compact footprint. By positioning the coils in a V-shape, we create a natural draft effect that, when coupled with high-efficiency axial fans, ensures every square inch of the copper tubing is utilized. This results in a 15-25% improvement in heat rejection rates compared to horizontal units of similar size.
The global demand for refrigeration is shifting toward "Semantic Intelligence"—where units are expected to adapt to environmental loads. Our V-shape units are now being integrated into Smart Cold Chains across Europe, Southeast Asia, and the Middle East. With the rise of the "Internet of Cold Things" (IoCT), our condensing units serve as the powerhouse for large-scale logistics centers, vaccine storage facility, and hyper-scale data center cooling.
Internal thread copper tubes and hydrophilic aluminum fins ensure maximum heat transfer coefficients and corrosion resistance.
Rigorous adherence to EN standards ensures safety, pressure vessel integrity, and electromagnetic compatibility for the global market.
Optimized for R404A, R448A, and R449A refrigerants, reducing the Global Warming Potential (GWP) while maintaining peak performance.
Shaanxi YuanShengHeTong Refrigeration Co., Ltd. is a professional factory and enterprise focusing on insulation panels and refrigeration equipment. Besides product manufacture, we also provide services like project design, construction, installation, as well as after-sales service.
We integrate "high quality products, one-stop project solution, engineering advanced services, and international trade" to provide customers with excellent products and satisfied services. Our involved professional fields include refrigeration of fruits, vegetables, food industry; also refrigeration of large supermarkets, restaurants, hotels, medical and logistics companies etc.
Our business in refrigeration fields started in 1996, with more than 20 years experience in refrigeration industry, we are confident in our professionality. And our factory is specializing in refrigeration manufacturing and technology.

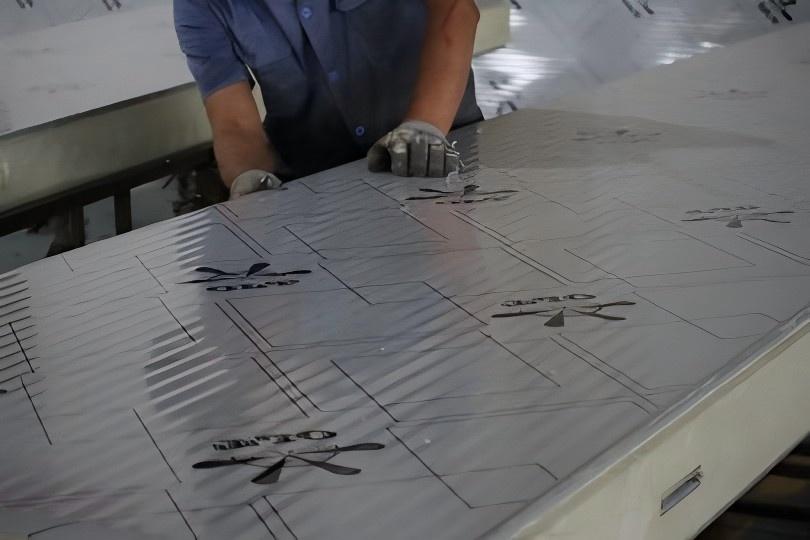
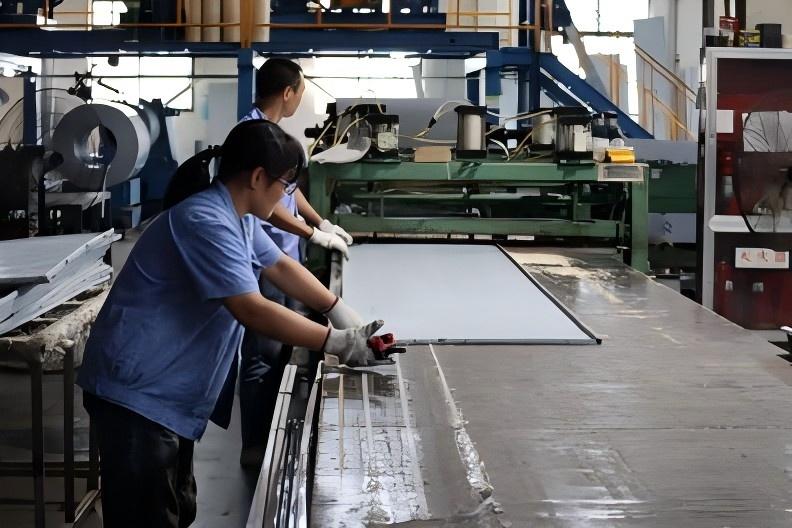
From PIR/PU sandwich panels to complex V-shape condensing units, we control the entire manufacturing stack, ensuring zero-defect quality and shorter lead times.
Focusing on 2024-2030: Transitioning to AI-driven predictive maintenance and natural refrigerants like CO2 and Ammonia (NH3) for industrial applications.
Strategically located to leverage China's world-class export infrastructure, ensuring safe and cost-effective delivery to any port worldwide.
60,000 square meters of production excellence with 4 standardized workshops.