In the highly regulated HVACR landscape of the European Union and global markets, the CE Certification (Conformité Européenne) stands as the ultimate indicator of safety, reliability, and technical compliance for commercial cooling systems. Achieving this certification requires compliance with multiple harmonized European directives, including the Machinery Directive (2006/42/EC), the Low Voltage Directive (2014/35/EU), the Electromagnetic Compatibility Directive (2014/30/EU), and the strict Pressure Equipment Directive (PED 2014/68/EU).
For large-scale agricultural storage, cold-chain logistics hubs, and processing factories, cooling systems represent a core capital asset. The thermodynamic performance of evaporator coils, the structural insulation of PUR/PIR sandwich panels, and the efficiency of condensing compressors must operate under extreme ambient conditions while adhering to rigorous safety regulations. Shaanxi YuanShengHeTong Refrigeration Equipment Co., Ltd. ensures that every piece of manufactured machinery integrates advanced thermal performance, ecological refrigerant compatibility, and certified electronic control units to satisfy these stringent European protocols.
CE compliance is more than a legal formality; it is a seal of structural safety. It guarantees that pressure vessels (such as the FVB, FU, and FNV series heat exchangers) are designed to withstand structural stress testing under variable temperature changes, eliminating risks of refrigerant leaks, structural failure, or system downtime.
Modern thermal insulation panels are the backbone of high-capacity refrigeration facilities. The choice between Polyurethane (PU/PUR) and Polyisocyanurate (PIR) represents a critical design decision influencing operational efficiency and safety compliance.
| Thermal Insulation Property | Polyurethane (PUR) Panel | Polyisocyanurate (PIR) Panel | Core Value for Cold Chain Projects |
|---|---|---|---|
| Thermal Conductivity (λ Value) | 0.022 W/m·K | 0.020 W/m·K | Reduced electrical overhead by minimizing heat gain. |
| Fire Classification (EN 13501-1) | Class B-s2, d0 (Self-extinguishing) | Class B-s1, d0 (Superior fire retardancy) | Enhanced safety standard compliance for structural approval. |
| Density Range | 40 - 42 kg/m³ | 42 - 45 kg/m³ | Structural longevity and load-bearing capacity. |
| Eco-friendly blowing agents | Pentane (HCFC-free, ODP=0) | Pentane (HCFC-free, ODP=0) | Low Global Warming Potential (GWP) alignment. |
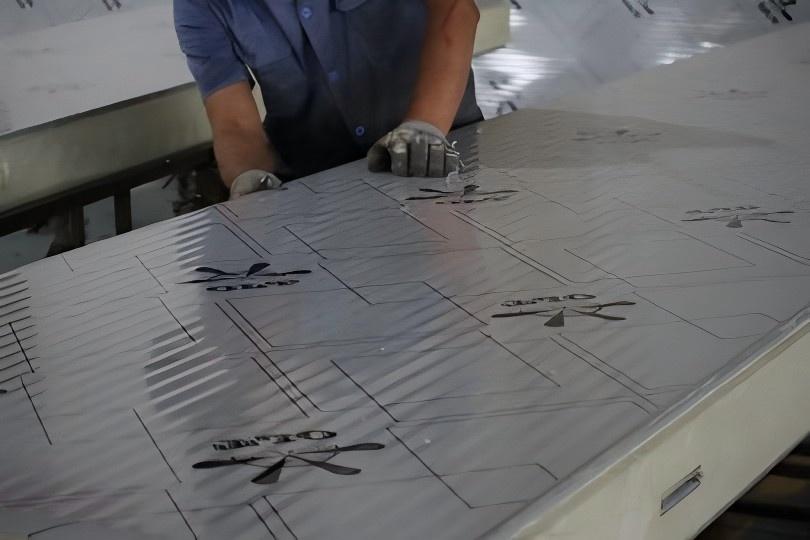
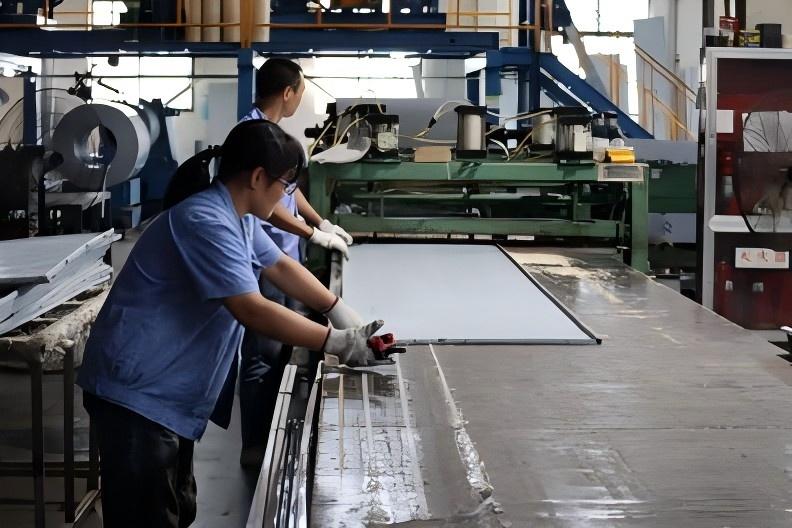
Global procurement specialists are shifting their supply chain strategies towards integrated manufacturers in China, driven by the technological transformation of the country's manufacturing sector. As a leading manufacturer based in Shaanxi, our factory features modern, fully automated production lines that ensure consistent quality across all components. Our structural advantage is built on three pillars:
Shaanxi YuanShengHeTong Refrigeration Equipment Co., Ltd. is a leading manufacturer specializing in industrial insulation panels and commercial refrigeration machinery. Beyond manufacturing, we provide complete project support, including thermodynamic design, engineering construction, mechanical installation, and global technical assistance.
We combine high-performance products, single-source project coordination, and international trade capabilities to deliver comprehensive services. Our equipment supports critical applications in fruit and vegetable preservation, food processing, logistics, chemical storage, pharmaceuticals, large-scale supermarkets, and hospitality.
Since establishing our refrigeration division in 1996, we have built over 28 years of engineering experience, ensuring robust technical support and manufacturing quality for every project.









Our founder started the business with a focus on refrigeration equipment marketing and installation services.
Completed our first manufacturing plant in Shaanxi, producing our first generation of cam-lock sandwich panels.
Established our second factory in Lanzhou, expanding our service network across northwest China.
Relocated Shaanxi production to an expanded 120-acre facility, establishing 8 specialized workshops to meet growing international demand.
Introduced our first automated split-joint production line, enhancing efficiency and precision in insulation panel fabrication.
Commissioned our second advanced automated production line, increasing output capacity while maintaining high quality standards.
Began transitioning our facilities into eco-friendly manufacturing environments, focusing on low-GWP blowing agents and sustainable energy use.
The transition toward eco-friendly refrigerants is reshaping the global HVACR sector. Under regulations like the European F-Gas Regulation (EU 517/2014), systems must be designed to run with low-GWP synthetic refrigerants (such as R448A, R449A, or HFOs) or natural alternatives (CO2, NH3, and hydrocarbons). Our CE-marked FVB and FU series heat exchangers are designed to handle high pressures, making them suitable for subcritical and transcritical CO2 installations.
Modern farming operations require quick temperature reduction immediately after harvest to preserve crop quality. Vacuum cooling systems and high-airflow evaporators remove field heat from fresh produce, helping to extend shelf life. Our water-defrosting and hot-fluorine-defrosting evaporators are designed to prevent ice buildup on fins, maintaining constant airflow and relative humidity during continuous cooling cycles.
Food processing plants require reliable temperature control at every stage, from deep freezing tunnels to preparation rooms. Our PIR sandwich panels provide the high structural strength and hygienic surfaces needed for washdown environments. Combined with high-efficiency Bitzer, Copeland, or RefComp compressor configurations, our systems maintain stable temperatures in harsh industrial settings.
The storage of vaccines, biologics, and medical materials requires stable temperature control, often with multi-compressor redundancy and smart controller integration. Our systems feature dual-refrigeration circuits with automatic switchover features, ensuring continuous operation even during scheduled maintenance or component service.
Our equipment meets global quality benchmarks and is certified under international standards, ensuring smooth import and customs clearance.