In the heart of London, from the West End’s hospitality sector to the tech hubs of Shoreditch, refrigeration demand is shifting. Strict F-gas regulations and the "London Plan" for energy efficiency mean that old-generation condensing units are no longer viable. Businesses now require low-noise, compact, and high-COP (Coefficient of Performance) units that can operate in confined urban environments.
With London’s electricity prices remaining volatile, "Information Gain" in thermal dynamics is key. Our units utilize advanced scroll and screw compressor technology that reduces energy consumption by up to 35% compared to legacy systems. This is critical for the M25 logistics corridor, where 24/7 cold chain operation is non-negotiable.
Global enterprises operating in London are now measured by their ESG (Environmental, Social, and Governance) impact. Our Chinese factory supports these goals by integrating natural refrigerants and eco-friendly PIR insulation panels, ensuring your London facility meets Zero-Carbon targets.
Years Experience
SQM Factory
Skilled Workers
CE Certified
Founded in 1996, we have evolved from a local refrigeration marketing firm into a global powerhouse in the cooling industry. Our expertise lies in the seamless integration of high-quality product manufacture, one-stop project solutions, and international trade excellence.
Our focus on the London market stems from our commitment to solving complex urban refrigeration challenges. Whether it's fruit and vegetable preservation, large-scale supermarket cooling, or medical and pharmaceutical logistics, our professionality is backed by over 20 years of hands-on experience.


The global industrial landscape has recognized China as the "World's Factory," but for the refrigeration sector, it's about more than just volume. It's about Efficiency Gain. At YuanShengHeTong, our Shaanxi-based facility leverages a centralized supply chain that allows us to source high-grade copper, premium steel, and world-class compressors (like Copeland and Bitzer) at a speed and cost-point that European manufacturers struggle to match.
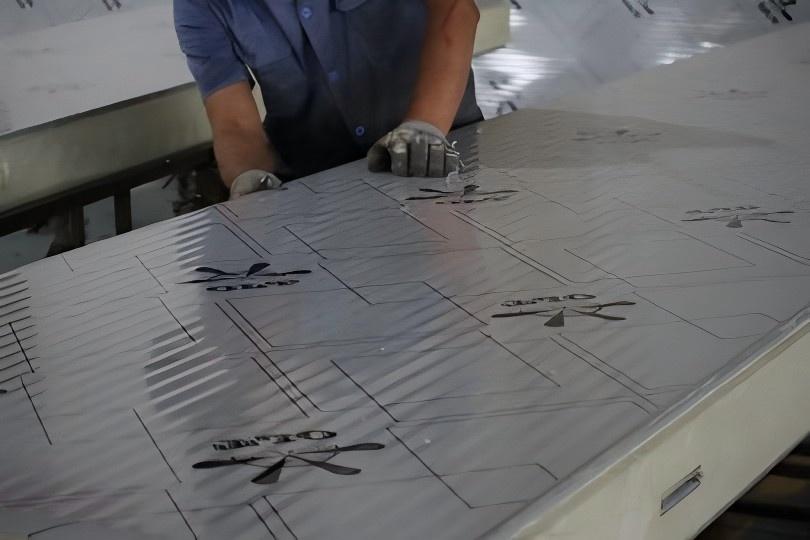
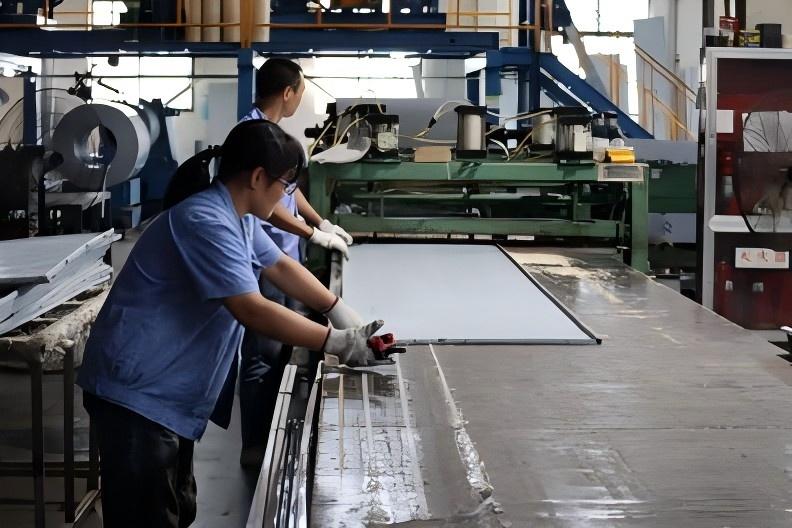
Our 120-acre production hub with 8 advanced workshops features the latest automatic split-joint production lines. For a London-based business, this translates to shorter lead times—critical for urgent cold storage repairs or new facility rollouts. We bridge the geographical gap with a rigorous 10-person QC team, ensuring that every condensing unit landing in the UK meets or exceeds British Standards.
Furthermore, the Information Gain we provide through our customized R&D means we don't just sell "units"; we provide thermal solutions. Our ability to prototype and produce "London-spec" low-noise housings and high-ambient temperature condensers ensures that your project is future-proofed against the rising temperatures of urban heat islands.
Our founder started the business from refrigeration equipment marketing and installation, building the foundation of technical expertise.
Shaanxi factory relocated to a larger 120-acre field with 8 advanced workshops to meet international business demands.
Input our first automatic split-joint production line, marking a new chapter in manufacturing precision and efficiency.
Transitioning into an eco-friendly factory, focusing on green refrigerants and energy-saving technologies for the global market.
Central London hotels require silent, vibration-free condensing units for kitchen walk-in coolers. Our FVB series is designed for stealth operation without compromising cooling power.
With London being a hub for life sciences, our CE-certified units provide the ultra-stable temperature control required for vaccine and biological sample storage.
For large supermarkets and food distribution centers near Heathrow or the London Gateway, our multi-compressor racks provide the redundancy and efficiency needed for high-turnover logistics.




Our units are designed with "High-Ambient" capability to handle London's increasing summer heatwaves while maintaining peak efficiency during the damp, mild winters. We utilize gold-fin or epoxy-coated condensers to resist urban atmospheric corrosion.
We work with global leaders like Copeland and Bitzer to ensure our units are compatible with low-GWP (Global Warming Potential) refrigerants mandated by UK law. Every unit is pressure tested and certified for CE/UKCA standards.
Typically, standard units are ready for shipping within 15-20 days. Custom-engineered multi-rack systems or large-scale PUR panels for cold storage facilities take 30-45 days, ensuring thorough testing before departure.
Yes. While our physical factory is in China, we provide comprehensive 3D installation diagrams, remote video commissioning, and have a network of technical consultants to assist your local London-certified HVAC engineers.








