Explore our premium insulated sandwich panels, cold room solutions, and refrigeration components designed to meet strict thermal standards.
A comprehensive analysis of structural capability, heat transfer rates, and raw material configuration.
Maximizing thermal insulation index within a low-thickness profile.
Excellent resistance to structural loads under extreme pressure conditions.
Engineered core formulation that slows fire progression and meets safety codes.
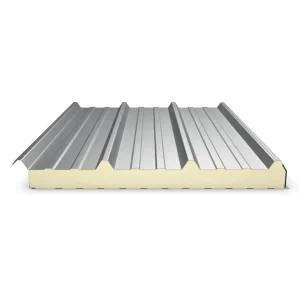
The 50mm sandwich panel is structured to provide high thermal resistance in a thin design. The panel features two outer metal skins (usually galvanized steel or aluminum) and a central core of polyurethane (PUR) or polyisocyanurate (PIR) foam. This design creates a composite element with a high strength-to-weight ratio.
Thermal conductivity calculations are based on the equation:
U = λ / d
Where λ is the thermal conductivity of the foam (0.022 W/m·K) and d is the panel thickness (0.05m). The resulting U-value of 0.44 W/m²·K helps control heat transfer and reduce HVAC energy requirements in cold storage and commercial facilities.
"Through molecular cross-linking, the polyisocyanurate (PIR) core forms a carbonaceous char layer when exposed to flames. This reaction seals the core and retards heat transmission, helping projects meet global structural safety codes."
The structural integrity of our 50mm panels depends on the bond between the metal facings and the insulated core. Using high-density steel sheets (0.5mm to 0.8mm) treated with zinc coatings (Z275) or PVDF paint finishes protects against corrosion in high-humidity or coastal locations.
To prevent thermal bridging at panel joints, our systems use a double tongue-and-groove joint profile. This design incorporates a continuous sealing strip that creates an airtight fit. For cold storage assemblies, cam-lock systems provide mechanical compression to maintain tight joints.
A specialized enterprise providing insulation panels, cold storage doors, and industrial refrigeration equipment.
Shaanxi YuanShengHeTong Refrigeration Equipment Co., Ltd. is a professional manufacturer and project contractor focusing on insulation panels and industrial refrigeration equipment. In addition to manufacturing, we provide project design, engineering installation, and after-sales support.
We integrate manufacturing, project solutions, engineering services, and international trade. Our services support refrigeration projects for the fruit and vegetable sector, food processing industries, large supermarkets, cold-chain logistics, and medical refrigeration applications. Since starting operations in 1996, we have accumulated over 20 years of experience in the industrial refrigeration market.
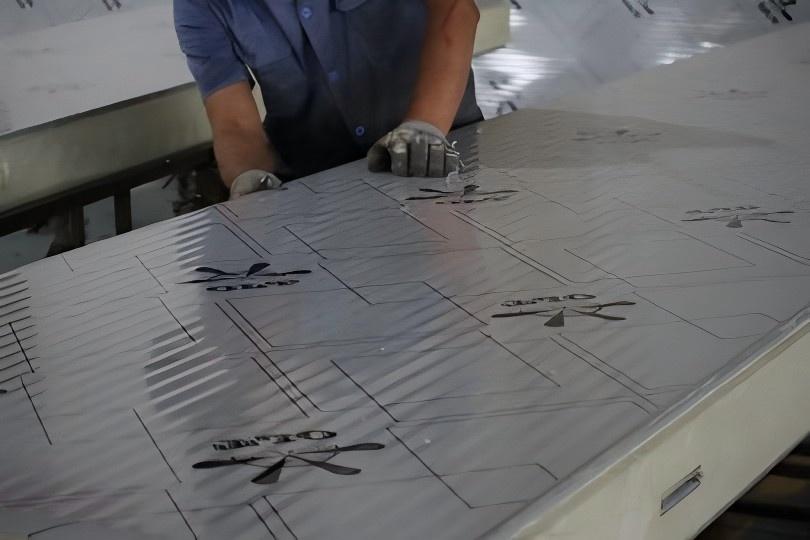
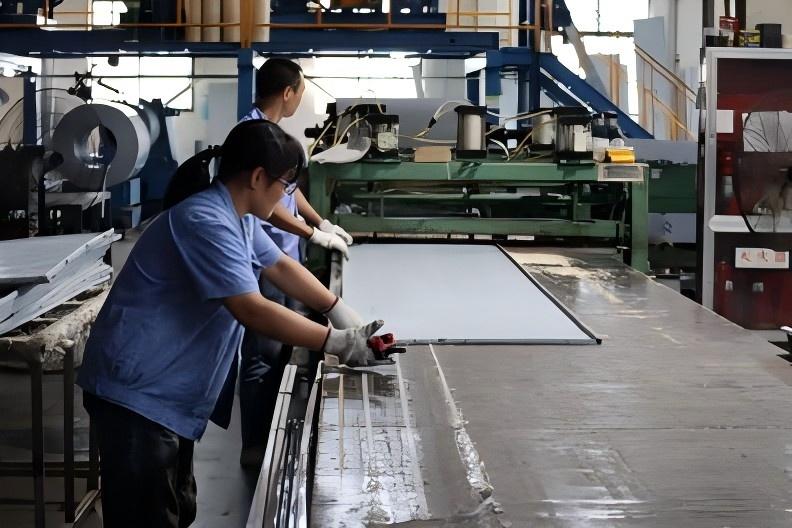
Inside our 60,000 square meter production site, featuring automated manufacturing lines and quality testing systems.
Our facility employs approximately 180 workers and a 10-person Quality Control team to monitor production. The 60,000-square-meter site houses 4 standardized workshops equipped with continuous automated production lines. We manufacture PIR and PU sandwich panels, cold storage doors, air coolers, condensers, and compressor units to ensure product compatibility.









How international standards and engineering requirements shape B2B procurement for sandwich panels.
Growth in cold-chain logistics across Southeast Asia, North America, and Europe has increased demand for efficient storage materials. A 50mm insulation panel is often chosen for medium-temperature storage, antiroom buffer zones, and distribution loading docks. Standardizing on 50mm PIR panels helps logistics developers balance insulation performance with cargo space requirements.
Pharmaceutical and biological manufacturing facilities must comply with GMP and FDA standards. These environments require wall and ceiling systems that prevent particle accumulation. Our 50mm PIR panels feature flush-joint details and chemical-resistant coatings, allowing them to withstand regular sanitation procedures without degrading.
Food preparation plants require structures that are easy to clean and resist bacterial growth. Using food-grade coatings, such as PET or PVC laminates, on 50mm panel skins prevents corrosion from organic acids and sanitizers. These panels help maintain the stable internal temperatures required for food safety.
Our commitment to sustainability and advanced engineering in thermal insulation.
We are transition our manufacturing lines to use pentane blowing technologies. This reduces the ozone depletion potential (ODP) to zero and minimizes global warming potential (GWP), helping project developers meet international green building certifications like LEED and BREEAM.
Our R&D team is developing hybrid polyurethane-silica aerogel cores. This research aims to reduce thermal conductivity below 0.018 W/m·K, allowing a thinner 50mm panel to provide the thermal performance of traditional 75mm panels.
We are exploring embedding micro-sensors within the core insulation layer during the continuous pouring stage. These sensors can monitor real-time heat flux, internal moisture levels, and structural deflection to assist with facility maintenance.
Our panels are manufactured to comply with major international building codes and standards.
Exporters must ensure their building materials meet local regulations. Our 50mm PIR and PU sandwich panels undergo testing to verify compliance with major global building standards:





Common questions regarding the installation, performance, and selection of 50mm sandwich panels.
Complete your cold room project with our compatible condensing units, evaporators, and scroll compressors.