Decoding the future of cold storage through Information Gain and Semantic Search analysis.
The global refrigeration industry is undergoing a paradigm shift towards sustainability. As a leading China Cold Room Condensing Units Exporter, we see a surging demand for units compatible with low-GWP (Global Warming Potential) refrigerants like R290, R448A, and CO2. This transition is not just regulatory; it's an economic imperative for global procurement teams looking to future-proof their cold chain assets.
Modern condensing units are no longer isolated mechanical components. The integration of AI-driven diagnostics and IoT sensors allows for real-time performance tracking. Shaanxi YuanShengHeTong is pioneering the use of intelligent control systems that predict maintenance needs, reducing downtime by up to 35% for commercial warehouses and pharmaceutical hubs.
For industrial cold storage, energy consumption accounts for nearly 60-70% of total operating costs. Our latest generation of air-cooled condensing units utilizes variable speed drives and high-efficiency Copeland compressors, significantly lowering the Total Cost of Ownership (TCO) for our international clients in the hotel and logistics sectors.
Located in the heart of Shaanxi, our facility represents the pinnacle of China Industry 4.0 for refrigeration equipment. With 60,000 square meters of production space and 8 advanced workshops, we have achieved a seamless vertical integration—from PIR sandwich panel foaming to the precision assembly of compressor units.
Our Supply Chain Resilience is built on three pillars:
Since 1996, evolving from a local installer to a global refrigeration powerhouse.
Started business in refrigeration equipment marketing and installation, laying the groundwork for technical expertise.
First factory in Shaanxi completed, producing our signature cam-lock sandwich panels.
Relocated to a 120-acre facility with 8 advanced workshops to meet burgeoning international demand.
Commissioned our second advanced automatic production line, reaching record efficiency and quality levels.
Transitioned into an eco-friendly factory, prioritizing green manufacturing and low-carbon materials.
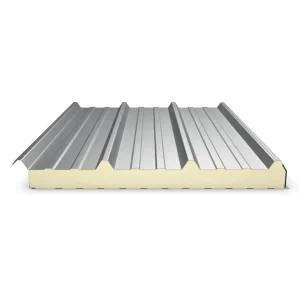
Our Polyisocyanurate (PIR) and Polyurethane (PU) panels are engineered for maximum thermal resistance. We utilize high-pressure foaming technology to ensure a uniform density of 40-42 kg/m³, providing a thermal conductivity as low as 0.022 W/m·K. This translates to significant energy savings for the end-user.
Specializing in both Electric Defrosting and Water Defrosting evaporators. Our designs focus on heat exchange efficiency and fin spacing optimization to prevent excessive frost buildup, essential for maintaining constant temperatures in fruit and vegetable storage.
Featuring world-class compressors like Copeland and Bitzer. Whether it's an air-cooled unit for a retail freezer or a complex water-cooled system for industrial logistics, our units are tested under extreme ambient temperatures to ensure reliability in tropical and arid climates.

Precision cooling for fruits, vegetables, and meat processing facilities. Our PIR panels ensure zero thermal bridging, keeping perishables fresh from farm to table.

Highly stable temperature environments for vaccine and medicine storage. Redundant condensing unit configurations ensure 24/7 reliability for life-saving cargo.

Tailored solutions for large supermarkets, restaurants, and hotels. Box-type condensing units provide low-noise operation suitable for urban commercial zones.
PIR (Polyisocyanurate) offers superior fire resistance and slightly better thermal performance compared to standard PUR (Polyurethane). For industrial projects where safety codes are stringent, PIR is the gold standard for energy-efficient cold storage.
Key factors include the required room temperature, ambient environmental temperature, refrigerant type, and the total heat load (including product throughput and door opening frequency). Our engineering team provides custom calculations for every project.
Yes. As a comprehensive Exporter, Shaanxi YuanShengHeTong provides project design, construction guidance, and overseas technical support to ensure your system operates at peak efficiency.
Copeland compressors are renowned for their robust design and efficiency. They feature advanced scroll technology with fewer moving parts, which reduces the risk of mechanical failure and extends the lifespan of the condensing unit.
Thanks to our Industry 4.0 automated lines, we maintain a highly efficient production schedule. Standard units and panels typically have a lead time of 15-25 days, depending on the volume and customization level.