Since 1996, Shaanxi YuanShengHeTong Refrigeration Co., Ltd. has stood at the forefront of the industrial refrigeration sector. We are not just a manufacturer; we are a comprehensive engineering partner. Specializing in high-performance insulation panels and CE-certified frozen condensing units, we provide end-to-end solutions—from initial thermodynamic design and project construction to precise installation and 24/7 after-sales support. Our 60,000 square meter facility and 20+ years of experience ensure that every cold room we build meets the rigorous demands of the global food, medical, and logistics industries.
Our products carry the CE Certification, ensuring compliance with strict European safety, health, and environmental protection requirements. This is the cornerstone of our export success to over 50 countries.
Controlled Atmosphere (CA) storage solutions using our high-density PIR panels to extend the shelf life of produce by maintaining precise humidity and temperature levels.
Ultra-low temperature cold rooms designed for vaccine and pharmaceutical storage, ensuring ±0.5°C temperature stability with redundant condensing units.
Massive cold storage warehouses equipped with FNV and FNH series evaporators for rapid pull-down times and energy-efficient operation in high-traffic loading zones.
Hygienic, easy-to-clean PUR sandwich panels integrated with fluorine defrost air coolers to maintain sanitary conditions in meat and dairy processing plants.
Modern industrial refrigeration is undergoing a paradigm shift toward "intelligent thermodynamics." Shaanxi YuanShengHeTong's technical roadmap focuses on three pillars: Energy Density, Material Integrity, and Digital Integration.
Our Frozen Condensing Units utilize semi-hermetic or scroll compressors that are optimized for sub-zero evaporation temperatures (-25°C to -45°C). By implementing variable frequency drive (VFD) technology, we reduce energy consumption by up to 35% during partial load cycles, which is where most cold rooms operate 80% of the time.
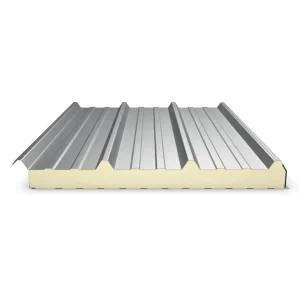
The PIR and PU Sandwich Panels we manufacture represent the pinnacle of insulation science. Using an automatic split-joint production line introduced in 2018, we achieve a foam density of 42kg/m³ with a thermal conductivity lower than 0.022 W/(m·k). Our Cam-Lock system ensures a seamless, airtight seal that eliminates thermal bridging, a common failure point in inferior cold room designs.
Looking forward, our 2023 "Eco-Friendly Initiative" has integrated low-GWP (Global Warming Potential) refrigerants like R448A and R449A into our systems, ensuring that our clients are future-proofed against evolving environmental regulations in the EU and North America.
Founder started business specializing in refrigeration equipment marketing and complex installation projects.
First factory completed in Shaanxi; launched our proprietary cam-lock sandwich panel production.
Relocated to a massive 120-acre site with 8 advanced workshops to handle growing international export demands.
Implemented first automatic split-joint production line for insulation panels, reaching unprecedented quality levels.
Transitioned into a dedicated eco-friendly factory focusing on sustainable materials and high-efficiency energy systems.
We leverage our 60,000 sqm site to maintain strategic inventory of compressors and raw PIR/PU materials, ensuring lead times are 20% faster than industry averages.
Our engineering team provides CAD layouts and thermodynamic calculations tailored to local climate conditions, whether it's the tropical heat of SE Asia or the arctic conditions of Northern Europe.
Full documentation support for international customs, including CE certificates, ISO 9001 quality reports, and material fire-rating certifications (B1/B2 standards).
In the world of industrial refrigeration, "CE Certification" is more than just a label—it is a guarantee of structural and electrical integrity. For manufacturers and exporters like Shaanxi YuanShengHeTong, achieving this certification involves rigorous testing of pressure vessels, electrical safety, and mechanical durability.
Information Gain: When sourcing a frozen condensing unit, procurement officers must look beyond the price tag. The "Information Increment" lies in the Coefficient of Performance (COP). Our units are engineered to maintain high COP even at high ambient temperatures (+45°C), which is a critical failure point for standard units. Furthermore, our use of PIR (Polyisocyanurate) foam offers superior fire resistance compared to standard EPS or low-grade PU, a factor that significantly reduces insurance premiums for large cold storage facilities.
Our factory’s integration of the FVB and FU series evaporators with FNH condensing units creates a "Balanced System." A common mistake in the industry is mismatching evaporator capacity with condensing power. We solve this through proprietary software that simulates 12 months of thermal load to ensure the equipment never runs outside its optimal efficiency envelope.