Engineered to ensure absolute temperature integrity, systemic energy efficiency, and operational safety compliance.

Optimized for rapid and energy-efficient system defrosting cycles via hot gas circulation.

Robust construction tailored for industrial-scale high and low temperature applications.

Features integrated, high-durability electric heaters for uniform frost removal and minimal downtime.

Exceptional thermal resistance coefficient (R-value) preventing thermal bridging in facilities.

Economical and quick defrosting using high-flow water spray setups for medium temperature cold rooms.

World-class compression units integrated with top-tier components for maximum COP.
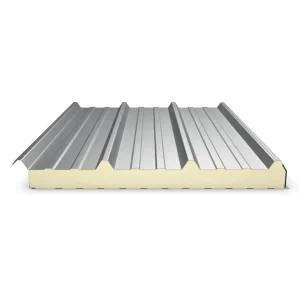
High load-bearing capacity with superior class B1/B2 fire-retardant polyurethane core insulation.
Certified European standards compliance with multi-mode electric/water defrost configurations.
Established as a premier manufacturing hub and engineering authority, Shaanxi YuanShengHeTong Refrigeration Equipment Co., Ltd. excels in designing, fabricating, and exporting CE-certified commercial condensing units, evaporator coils, and polyurethane insulation panels.
By blending scientific research with vertical integration, we support diverse industrial cold storage projects. Our team manages the process end-to-end, from structural thermodynamics analysis to custom compressor rack selection, installation, and field commissioning worldwide.
Active in the refrigeration sector since 1996, we have built over two decades of technical capability. This allows us to supply equipment tailored to agricultural, logistical, and medical preservation demands across global markets.
A comprehensive study on energy optimization, regulatory alignment, and supply chain resilience.
The global commercial refrigeration industry is undergoing a significant transition driven by stricter environmental policies, urban growth, and expanding cold-chain logistics. Global frameworks, such as the European Union F-gas Regulation (Regulation EU 517/2014) and the Kigali Amendment to the Montreal Protocol, mandate a steady phasedown of high Global Warming Potential (GWP) hydrofluorocarbons (HFCs). Consequently, refrigeration design is shifting toward low-GWP refrigerants like R290 (Propane), CO₂ (R744), and advanced hydrofluoroolefins (HFOs).
This regulatory shift directly affects commercial condensing units, which serve as the core of industrial cold rooms, retail distribution hubs, and agricultural processing facilities. For system designers and developers, choosing equipment that is certified compliant (e.g., CE marking) and optimized for these new refrigerant paths is essential to avoid early obsolescence and manage lifetime energy costs.
Commercial condensing units operate in diverse environments, each presenting distinct thermodynamic challenges. Adapting system design to these local conditions is critical for maintaining reliable performance:
Equipped with MODBUS and RS485 communication protocols for real-time telemetry, enabling predictive maintenance, dynamic defrost control, and remote diagnostics.
Utilizes advanced DC inverter technology to match refrigeration output to the actual load, lowering energy consumption by up to 35% compared to on-off systems.
Supports hot gas defrosting, which redirects compressor discharge gas to clean the evaporator face, saving time and keeping cold room temperatures stable.
The transition toward smarter, green systems shapes our product roadmap. Key engineering initiatives focus on reducing indirect emissions and optimizing thermodynamic processes:
Over two decades of engineering growth, infrastructure scaling, and technical advancement.
Our founder started the business from refrigeration equipment marketing and installation, building a strong foundation in mechanical contracting.
With our first factory completed in Shaanxi, we produced our first cam-lock sandwich panels, stepping directly into industrial insulation manufacturing.
The second factory in LanZhou completed, allowing our sales and service network to cover the whole north-west market in China.
Following larger domestic and international demand, the Shaanxi factory relocated to a larger site, now possessing a 120-acre footprint with 8 advanced workshops.
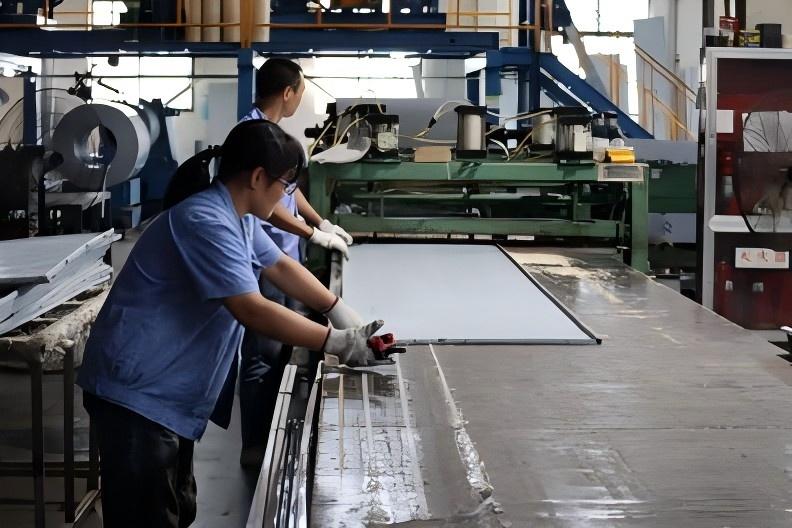
With more advanced technology in the insulation panel industry, we installed our first automatic split-joint production line, enhancing output consistency.
Our second advanced automatic production line put on stream, reaching higher productivity, tighter panel lock tolerances, and improved polyurethane densities.
Emphasizing sustainable operations, we transitioned into an eco-friendly manufacturing model using low-impact blowing agents and energy-efficient factory processes.
Operating out of our central manufacturing facility in Shaanxi, Shaanxi YuanShengHeTong Refrigeration Equipment Co., Ltd. benefits from a strong domestic industrial supply chain. We maintain direct relationships with suppliers of steel, copper, and compression systems, ensuring steady raw material access and insulated pricing during market shifts.
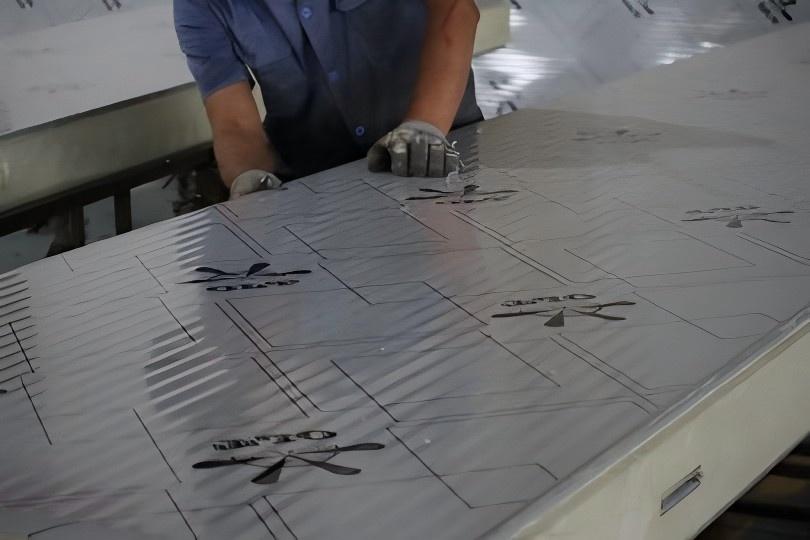
Our facility spans 60,000 square meters and operates four dedicated workshops. This setup allows us to run panel lamination, structural steel prep, condenser welding, and electrical assembly in parallel.
By managing these processes under one roof, we minimize production delays. Every component—from PIR/PUR sandwich panels to custom condensers—is built to fit together cleanly, reducing field adjustment needs and saving installation time for our buyers.






Every system is tested and certified to comply with strict international regulatory expectations.
Entering international markets requires strict compliance with regional safety codes. Our commercial condensing units, air coolers, and sandwich panels carry CE Certification, validating compliance with key European directives:
Additionally, our PIR and PUR insulation panels meet European fire behavior standards, helping projects pass local building inspections and secure commercial property insurance.





Direct technical answers to help B2B buyers, project engineers, and distribution partners make informed decisions.
Complete your cold storage projects with our durable hardware and components.

Heavy-duty configurations designed to maintain consistent heat transfer rates in demanding environments.

Pre-engineered panel locks for quick onsite assembly and reliable thermal seals.
Designed to shorten defrost cycles and reduce energy load in commercial settings.
Rigid polyurethane insulation cores tailored for modern distribution warehouses.

Open design structure to simplify cleanings and regular maintenance access.
Built for continuous operation in medium-to-large cold chain facilities.
Floor-standing configurations developed for high air throw and uniform cold air distribution.
Combining evaporator and condenser units for streamlined shipping and fast installation.