The demand for high-efficiency coolroom condensers has seen a 15% CAGR growth over the last five years. As global supply chains become more complex, the role of China as a leading manufacturer and exporter has transitioned from "cost-driven" to "innovation-led." Manufacturers are now focusing on the Energy Efficiency Ratio (EER) to meet stringent EU and US environmental regulations.
Modern condensers are no longer just heat exchangers; they are smart nodes in a cooling network. With the rise of Natural Refrigerants (CO2, Ammonia), Chinese exporters are re-engineering coils and fins to handle higher pressures and corrosive environments, ensuring a "Green Cold Chain" from farm to fork.
From massive pharmaceutical hubs requiring ±0.5°C precision to remote agricultural blast freezers, the versatility of the FNV and FVB series proves critical. Localized applications in Southeast Asia and Africa emphasize dust-proof and high-ambient temperature resilience, a niche where Shaanxi YuanShengHeTong excels.
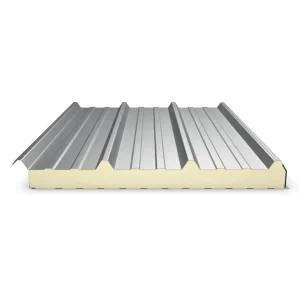
Shaanxi YuanShengHeTong Refrigeration Co., Ltd. is a professional factory and enterprise focusing on insulation panels and refrigeration equipment. Besides product manufacture, we also provide services like project design, construction, installation, as well as after-sales service. We integrate "high quality products, one-stop project solution, engineering advanced services, and international trade" to provide customers with excellent products and satisfied services. Our involved professional fields include refrigeration of fruits, vegetables, food industry; also refrigeration of large supermarkets, restaurants, hotels, medical and logistics companies etc.
The next generation of condensers will feature integrated sensors for predictive maintenance. By analyzing airflow and vibration patterns, systems can alert operators before a failure occurs, reducing downtime in critical sectors like vaccine storage.
Utilizing nano-coatings for anti-corrosion and anti-fouling ensures that heat transfer efficiency remains peak over 15+ years of operation. This is particularly vital for coastal exporters and industrial chemical storage facilities.
The trend is shifting towards "Plug & Play" condensing units. Our FVB and FU series are designed for rapid deployment, allowing for modular expansion of cold storage facilities without massive structural overhauls.
Our 2023 transition to an eco-friendly factory marks the beginning of our zero-carbon manufacturing journey, utilizing solar power for production and recycling heat waste back into the facility.



We don't just sell hardware; we provide macro-industrial solutions. Our process includes:
Our business in refrigeration fields started in 1996, with more than 20 years experience in refrigeration industry, we are confident in our professionality. And our factory is specializing in refrigeration manufacturing and technology.




With about 180 workers and 10 QC team, the quality and efficiency are guaranteed of our products. Now, the factory has an existing production site of 60,000 square meters, 4 standardized workshops, high quality and efficient production equipment, as well as advanced production lines and techniques.